



So far, about 850 billion tons of iron ore with the grade of more than 40% have been proven in the world. With the development of the iron and steel industry, the raw materials requirement of iron-making will become larger and larger, while the rich ore that can be used directly will be less and less. China has the fifth largest iron ore reserves in the world. But only about 4% of the proven reserves have the iron content of more than 50%, most of the others are poor minerals containing harmful impurities such as P, S, Pb, Zn, As.
Currently, 83~93% of the iron ore the proportion of iron ore in the United States and Europe is beneficiated, while in China, more than 95% must be beneficiated. Therefore, the ore agglomerates and the HF agglomerate rate are increasing year by year. Since the 1970s, the agglomerate rate of the key steel enterprises in China has reached 89%, which is equivalent to some developed countries. However, the natural block ore that directly feeds into BF is decreasing year by year, with less than 3 Mt currently, accounting for only 7% of the iron raw materials of BF. In a word, the change of iron ore resources and the superiority of ore agglomerates promoted the development of sintering and pelletizing technology.
Because of its good metallurgical properties, pellets have developed greatly since the 1960s. According to statistics, the annual pellets production capacity of some large steel enterprises in the world is over 285 Mt.
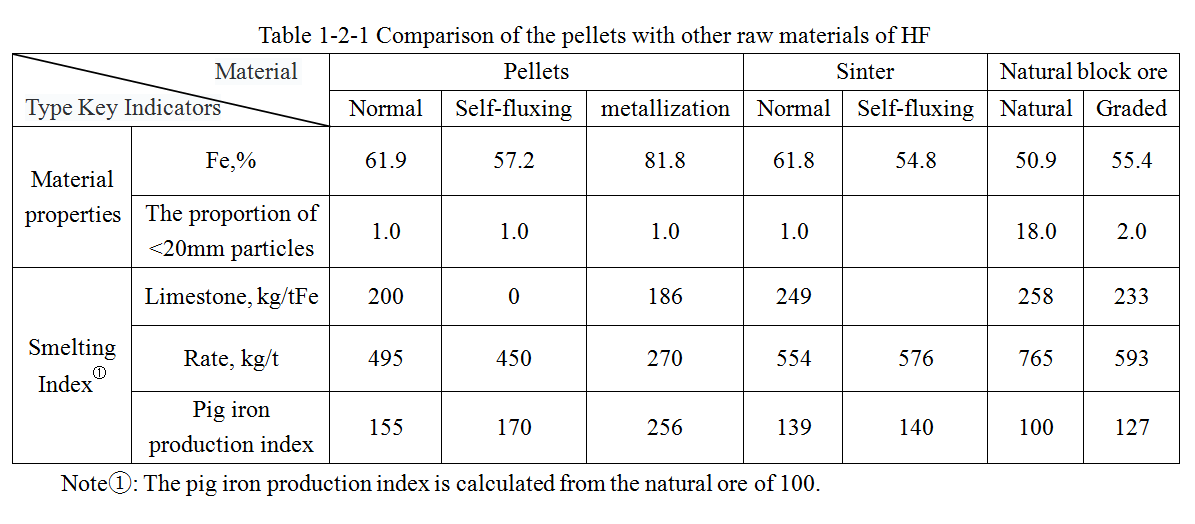
The smelting effect of pellets is obviously superior to other raw materials (as shown in the following table). It should be noted that the pelletizing and sintering have their respective application scope. And there is no competition between them, but a complementary relationship. The common purpose is agglomerating. In addition, the mixing of pellets and sinter is often unavoidable for BF.
The research work of iron concentrate pellets in China began in the early 1950s. It is proved by practice that it is necessary to develop pelletizing proportionally in order to meet the development needs of China's steel industry.
At present, China has the fifth largest iron ore reserves in the world, with the 57.6 billion tons of iron ore proved. But only about 2.53% of the proven reserves have the iron content of more than 40%. Therefore, more than 95% of the iron ore of China needs to be grinded and concentrated to meet the BF needs.
The pelletizing is one of the processes that can be processed the iron ore concentrate into the ore agglomerates with the physical properties, chemical composition and mineral structure to meet the requirements of BF. The processes are: batching and mixing the raw materials (such as iron ore concentrate, other powder material, additives, adhesives and so on) according to certain proportion; causing a series of physical and chemical changes to harden by drying, roasting, cooling and other technology. The process is process is called “pelletizing”, which is called “pelletizing method”, and its finished products are called “pellets”.
(1) The pellets, with high grade and less harmful elements, are the indispensable raw material for improving the BF materials according to “prepared burden guideline”. As is known to all, reasonable burden structure is the main means of high quality, low consumption, high yield and long life for BF. Based on the research and practice, the use of single sinter or pellets in BF cannot obtain the best production and economic indexes. The best burden structure of BF is high basicity sinter with addition of 20%~30% of acid pellets. As the “permeability enhancing agent”, the pellets improve the technical and economic indicators of BF, with the output increasing of 10% or so and energy-saving of 5% or so.
(2) It can make full use of the iron dust of steel enterprises and chemical enterprises, reuse the resources and reduce environmental pollution. A large amount of iron containing dust as by-product, such as BF gas dust, LD dust, sulfuric acid slag and so on, is produced in steel and chemical process. It has higher iron content, finer grain size and more harmful elements, which can't be fed directly into BF, but better to in balling. It can be reuse as BF burden by pelletizing to reduce the production costs and turn into profits.
(3) It is the main raw materials for the modern non-blast furnaces iron making. The non-blast furnace ironmaking has an important meaning to improve the energy structure, reduce the dependence of coke, shorten the steelmaking process, reduce the pollution of the environment and reduce the cost of steel making. The direct reduction sponge iron, which is high quality raw material of electric steelmaking, is of great significance to the development of short process of steelmaking. The melting reduction liquid iron is equivalent to BF iron.
The keys to energy saving of pelletizing are the using of advanced technology and process to improve the service life and operating rate of PSF. The history of pelletizing is much later than that of sinter, but new technology, equipment and technology for energy saving and emissions reducing are developed rapidly in recent years.
Copyright:Tangshan Shangzheng Technology Co., Ltd. E-mail:shangzhengkeji@163.com 冀ICP备08101532号-1 冀公网安备 13024002000280号
|